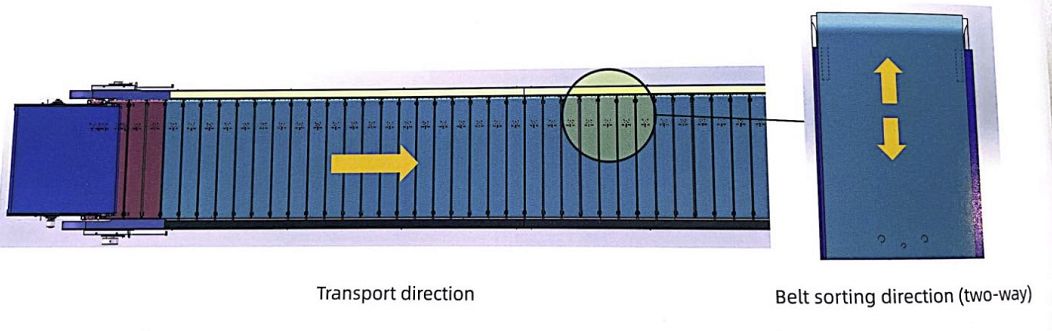
O clasificador lineal de correas cruzadas é impulsado por un motor a través dunha cadea para conducir os transportes de correas que transportan paquetes.Despois de que o sistema de dixitalización obteña a información sobre o canal e o tamaño, elactivar o mecanismo de desvío na rampa a través das demandas do PLC para facer que as correas dos carros se movan na dirección de clasificación unha a unha, para entregar os paquetes ao tobogán e conseguir o propósito de clasificar os paquetes.
| Elemento | Parámetros | ||
| Potencia do motor | 11 kW (30-40 m) | 15 kW (40-50 m) | 18,5 kW (50-60 m) |
| Ancho de transporte | 1000 mm | ||
| Velocidade de transporte | 1,5 m/s | ||
| Distancia entre centros de chutes | 2200 mm | ||
| Eficiencia máxima de clasificación | 6000PPH (Lonxitude do paquete a 800 mm) | ||
| Tamaño máximo de clasificación | 1600 X 1000 (LXW) | ||
| Peso máximo de clasificación | 60 kg | ||
| Ancho do canal | 2400-2500 mm | ||
| Espazo mínimo entre parcelas | 300 mm | ||
| Paso de portador | 15,24 mm | ||
| Ancho do cinto | 140 mm | ||
| Ángulo de cambio | 1000 mm de ancho con 25 graos, 1200 mm de ancho con 32 graos | ||
| Válvula solenoide | |||
| Elemento | Parámetros | |||
| Potencia do motor | 9 kW (30-40 m) | 11 kW (40-50 m) | 15 kW (50-60 m) | 18,5 kW (60-100 m) |
| Velocidade de transporte | 2-2,2 m/s | |||
| Ancho mínimo de tolvas | 1000 mm | |||
| Eficiencia máxima de clasificación | 8500PPH (Lonxitude do paquete a 400 mm) | |||
| Potencia de motor de tambor eléctrico | 300 W | |||
| Cargando peso | 60 kg/m | |||
| Ancho do canal | 2400-2500 mm | |||
| Paso de portador | 15,24 mm | |||
| Ancho do cinto | 126 mm | |||
Aplicación
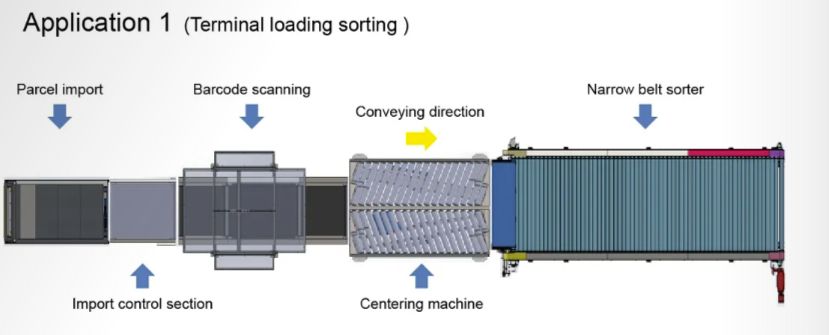
Clasificación de carga terminal
1. Os paquetes foron importados a través de cinta transportadora telescópica ou outros métodos para a liña de clasificación.
2. Os paquetes foron controlados pola sección de control de importación para acadar a distancia do paquete e despois de ler a información da reixa do código de barras e a información das dimensións.
3. Ordenar clasificador de cinta estreita para a reixa designada despois de que chegou a través da máquina de centrado.
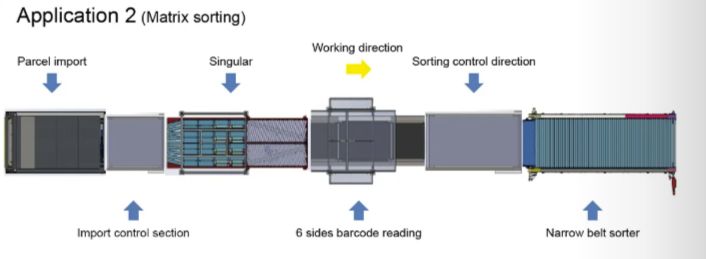
Clasificación matricial
1. Os paquetes foron importados a través de cinta transportadora telescópica ou outros métodos para a liña de clasificación.
2. Os paquetes foron transportados dunha soa peza despois da lectura do sistema singular e despois de ler a información da reixa do código de barras e a información das dimensións.
3. O clasificador de cinta estreita clasifica as parcelas na reixa designada despois da sección de control.
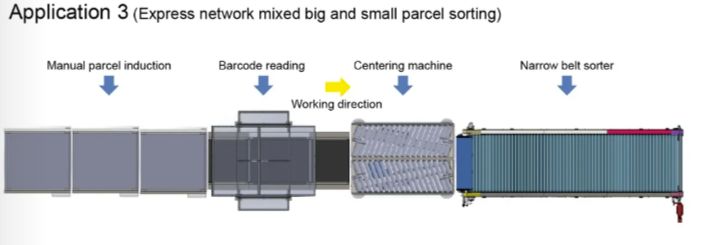
Fluxo en execución do sistema
1. Coloque os paquetes manualmente no cinto de indución e cada cinto só permite un paquete para que cada paquete se controle.
2. Leuse a información sobre a circunferencia e as dimensións da parcela a partir da lectura do código de barras.
3. As parcelas clasificadas caen ao cinto designado despois da máquina de centrado.
Casos in situ